
Background
The interest in chemical processes aimed at reducing greenhouse gas emissions while producing value-added products from waste streams has surged in response to growing public involvement, regulatory pressures, and tax incentives to combat global climate change. Southwest Research Institute (SwRI) developed a high pressure, fluidized bed (HPFB) reactor, drawing from its own patent, to test the pyrolysis of plastics and biomass from waste materials to produce biofuel components and solid biochar product. In collaboration with Monterrey Institute of Technology, SwRI is evaluating the benefits of using extreme conditions to modulate product composition and reduce reaction time to make the biofuel components and solid biochar. Starting with low-value, and presently unused waste material, the liquid and gas biocrude streams are simultaneously processed into refined biofuel and biobased chemicals by employing appropriate commercial catalyst systems, while the biochar (a carbon sink) is chemically activated for enhanced CO2 capture or soil amendment in further service.
A key challenge—the removal of oxygen and hetero-atoms from the pyrolysis liquid intermediate molecules—is being tackled by this process to produce blendstocks for fuel, near finished fuel, and chemicals production. Integrating pyrolytic cracking and hydrotreating reactions in one step presents a novel solution that lends to overall process intensification. Using a high pressure, circulating fluidized bed HPFB extends the useful catalyst life and increases the useful throughput rate. The scalability of this process was assessed by performing integrated, gate-to-gate life-cycle and technoeconomic analyses (LCA & TEA) for the conversion of biomass and plastics to biofuel blendstocks, biobased feedstock chemicals, and biochar. Process simulations supplemented by published literature data and experimental results helped to determine technical and economic viability, technological readiness, and estimated capital expenditures considering that this novel process is not explored in the available literature.
Approach
The workflow for the project involved the steps of design, build-up, optimization, and testing of the HPFB reactor system to process a variety of feedstocks through augmented pyrolysis. A dataset of the different product streams produced, and the analytical characterizations of the gas, liquid, and solid products is being compiled. The reactor system requires sequential optimization of the process parameters for improved efficiency. A series of individual and dual catalysts are being tested to demonstrate the integration of the pyrolysis and hydrotreating steps in one reactor. The biochar obtained is being evaluated for its chemically active absorption properties to improve carbon dioxide capture from a gaseous stream. The findings will be used to inform a model in the selected chemical process simulation package of the LCA and TEA findings. Comparison with data from existing waste-to-fuel processes will provide insights about the prospective energy and emission reductions to be expected for this novel, one-stage reactor process.
Accomplishments

Figure 1: Feed and products of SwRI's HPFB reactor. From left to right, biochar, polyurethane pellet feed, biofuel blendstock, and tar are shown.
The project addressed critical gaps in the patented technology, including methods for solids feeding, fluidization at high pressure, dual-catalyst usage, and simultaneous hydrotreating of raw waste feedstocks. Using polyurethane as a feed material, the completed runs show a higher removal of heteroatoms (oxygen, nitrogen, and sulfur) from the liquid products (see Figure 1) when using an inert support solid and hydrotreating catalyst vs. a simple inert solid. Without hydrotreating catalyst, heteroatom-containing compounds such as tetrahydrofuran and quinoline are produced, which can be used as solvents, dye precursors, or applied in other specialized chemical markets. With a combined inert solid and hydrotreating catalyst bed, oxygen-containing compounds made up 0.6 wt% of the liquid product, a significant decrease from 25 wt%, which was observed from product in an inert solid only bed (see Figure 2). This shows the simultaneous pyrolytic cracking and hydrodeoxygenation of the biomass feedstock. The mass distribution of the different pyrolysis product phases showed evidence of being tunable using different catalysts. A preliminary comparison of the emissions results that used a Fischer-Tropsch waste-to-fuel process also suggests use of the HPFB may reduce fuel carbon intensity by up to 72%. Current capital cost estimates for a city-scale HPFB system processing 260,000 tons waste per year are approximately $46.6 million, excluding downstream processing. Such a system would save costs to communities by reducing landfill footprint, carbon footprint, and potentially providing a local supply chain for fuels (see Figure 3 for cash flow projections). Further experimental investigation will provide a framework for optimizing sustainability and production of market-grade chemical products.
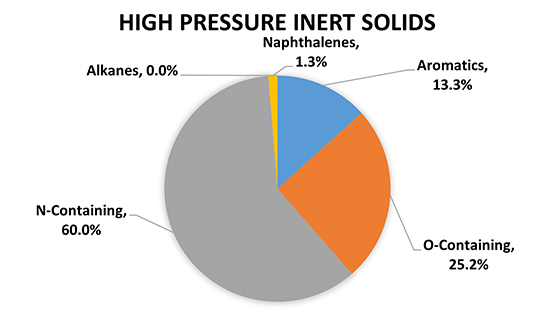
Figure 2: Liquid product composition from pyrolysis only.
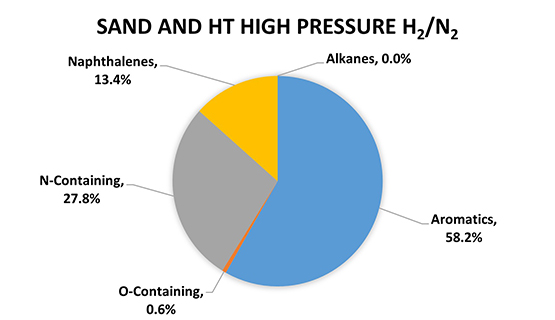
Figure 3: Liquid product composition from combined pyrolysis and hydrotreating.
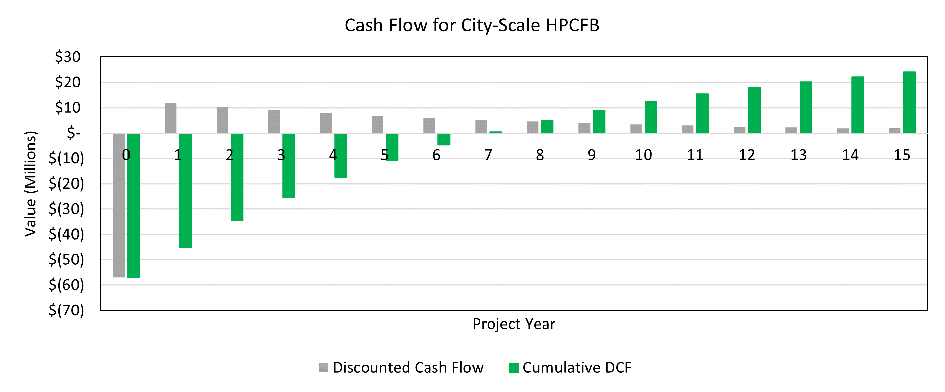
Figure 4: Expected cash flow diagram for current capital and operating expense estimates. A city-scale system yields a net profit seven years after commissioning and provides an internal rate of return of 7% for the projected 15-year campaign.